摘要(yao):因孔(kong)闆流(liu)量計(ji)
殼體(ti)焊縫(feng)結構(gou)特殊(shu),其流(liu)量計(ji)管道(dao)短接(jie)外形(xing)和厚(hou)度尺(chi)寸變(bian)化等(deng)因素(su)影.響(xiang)了無(wu)損檢(jian)測方(fang)法的(de)應用(yong),爲了(le)💃🏻解決(jue)殼體(ti)🔞焊縫(feng)缺陷(xian)檢出(chu)和厚(hou)度的(de)測量(liang)問題(ti)🔴,以及(ji)滿🙇♀️足(zu)檢測(ce)的要(yao)求🈲,開(kai)展了(le)時差(cha)衍🍓射(she)法超(chao)聲檢(jian)測、全(quan)聚焦(jiao)相控(kong)陣超(chao)聲檢(jian)測和(he)常規(gui)超聲(sheng)檢測(ce)技術(shu)的檢(jian)測試(shi)驗,優(you)化了(le)超聲(sheng)檢測(ce)方法(fa),确保(bao)了檢(jian)測的(de)可靠(kao)性和(he)準确(que)💜性。通(tong)過檢(jian)測數(shu)據分(fen)析,對(dui)不同(tong)超聲(sheng)檢測(ce)方法(fa)的結(jie)構顯(xian)示和(he)🔱.相關(guan)焊縫(feng)🐇缺陷(xian)顯示(shi)特征(zheng)🌍進行(hang)了總(zong)結,爲(wei)開展(zhan)類似(si)的檢(jian)測活(huo)動提(ti)供參(can)考。孔(kong)闆流(liu)量計(ji)殼體(ti)焊縫(feng)超聲(sheng)檢測(ce)缺陷(xian)
在電(dian)站鍋(guo)爐的(de)給水(shui)裝置(zhi)和供(gong)汽裝(zhuang)置上(shang)裝有(you)較多(duo)的流(liu)量計(ji)✌️,流量(liang)計上(shang)選用(yong)了焊(han)接孔(kong)闆,其(qi)常見(jian)結構(gou)如圖(tu)1所示(shi)🚶,殼體(ti)㊙️焊縫(feng)的品(pin)質無(wu)法保(bao)證,焊(han)接接(jie)頭大(da)多存(cun)在焊(han)縫超(chao)标缺(que)陷,同(tong)時存(cun)在焊(han)縫厚(hou)度不(bu)足、結(jie)構性(xing)應力(li)集中(zhong)、焊縫(feng)内部(bu)開裂(lie)等問(wen)題。

在排(pai)查安(an)全隐(yin)患時(shi),由于(yu)流量(liang)計殼(ke)體短(duan)節材(cai)料爲(wei)碳☎️鋼(gang),隻㊙️能(neng)采用(yong)超聲(sheng)檢測(ce)技術(shu)對殼(ke)體焊(han)縫進(jin)行全(quan)面檢(jian)測。如(ru)今工(gong)♍業超(chao)聲檢(jian)測技(ji)術發(fa)展迅(xun)速,可(ke)用方(fang)🧑🏽🤝🧑🏻法有(you)常💃規(gui)脈沖(chong)反射(she)法超(chao)聲檢(jian)測(UT)、超(chao)聲衍(yan)射時(shi)差法(fa)檢測(ce)(TOFD)和相(xiang)控陣(zhen)超聲(sheng)檢測(ce)(PAUT)結合(he)流量(liang)計的(de)外形(xing)規格(ge)尺寸(cun)、焊縫(feng)區域(yu)的厚(hou)度、底(di)部和(he)内部(bu)結構(gou)、人員(yuan)技術(shu)㊙️水平(ping)、檢測(ce)工藝(yi)和儀(yi)器設(she)備狀(zhuang)況等(deng),綜合(he)考慮(lü)⭐檢測(ce)🥵數據(ju)可記(ji)錄、信(xin)号掃(sao)描顯(xian)示、缺(que)陷分(fen)辨率(lü)、可靠(kao)性、精(jing)準和(he)高效(xiao)等,筆(bi)者采(cai)用以(yi)上幾(ji)種超(chao)聲檢(jian)測方(fang)法對(dui)其進(jin)行檢(jian)測試(shi)驗,得(de)出TOFD超(chao)聲檢(jian)測具(ju)有較(jiao)大技(ji)術優(you)🈲勢的(de)結論(lun)。采用(yong)TOFD檢測(ce)時,現(xian)🔱場在(zai)用流(liu)量計(ji)殼體(ti)焊縫(feng)的餘(yu)高不(bu)需要(yao)打磨(mo)平,可(ke)一次(ci)性完(wan)成焊(han)縫接(jie)頭區(qu)域厚(hou)度的(de)精準(zhun)測量(liang)和焊(han)⭕縫根(gen)部危(wei)害性(xing)缺陷(xian)的檢(jian)🐉出。UT和(he)PAUT檢測(ce)♉時,均(jun)要對(dui)焊縫(feng)餘高(gao)進🌈行(hang)磨👣平(ping)處理(li)後才(cai)能移(yi)動探(tan)頭,使(shi)探頭(tou)覆蓋(gai)焊縫(feng)接頭(tou)區域(yu)進行(hang)檢測(ce),采用(yong)斜探(tan)頭檢(jian)測焊(han)縫缺(que)陷,采(cai)用直(zhi)探頭(tou)測量(liang)厚度(du)。另外(wai),全聚(ju)焦相(xiang)控陣(zhen)超聲(sheng)技術(shu)(TFM)與傳(chuan)統相(xiang)控陣(zhen)超聲(sheng)檢測(ce)技術(shu)有較(jiao)大區(qu)别,具(ju)有技(ji)術優(you)勢,此(ci)方💜法(fa)在檢(jian)🈲測時(shi)同樣(yang)要去(qu)除焊(han)縫餘(yu)高,但(dan)缺陷(xian)顯示(shi)效果(guo)最佳(jia)✂️,能形(xing)成高(gao)分辨(bian)率、完(wan)整的(de)缺陷(xian)和結(jie)構的(de)回波(bo)圖⭐形(xing),能同(tong)時完(wan)成焊(han)接接(jie)頭的(de)厚度(du)測量(liang)✂️和缺(que)陷檢(jian)測。
1檢(jian)測方(fang)法
1.1超(chao)聲衍(yan)射時(shi)差法(fa)
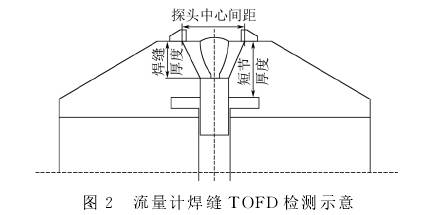
TOFD法采(cai)用一(yi)發一(yi)收探(tan)頭工(gong)作模(mo)式,主(zhu)要利(li)用缺(que)陷端(duan)點的(de)衍射(she)波信(xin)号檢(jian)測和(he)測定(ding)缺陷(xian)的位(wei)置及(ji)尺寸(cun),該方(fang)法廣(guang)泛用(yong)于焊(han)縫檢(jian)測中(zhong),在電(dian)站鍋(guo)爐及(ji)管道(dao)範圍(wei)内使(shi)用的(de)焊接(jie)孔闆(pan)流量(liang)計的(de)焊縫(feng)厚度(du)不超(chao)過50mm,可(ke)使用(yong)一組(zu)探頭(tou)進行(hang)檢測(ce),聚焦(jiao)深度(du)選擇(ze)與焊(han)縫厚(hou)度一(yi)緻,若(ruo)未知(zhi)焊縫(feng)厚度(du)時,可(ke)選用(yong)接管(guan)的厚(hou)度,其(qi)檢測(ce)示意(yi)如圖(tu)2所示(shi),
1.2相控(kong)陣超(chao)聲檢(jian)測
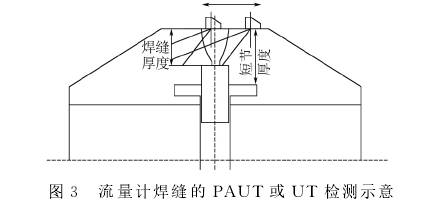
相(xiang)控陣(zhen)超聲(sheng)檢測(ce)是利(li)用多(duo)壓電(dian)陣元(yuan)和延(yan)遲控(kong)制來(lai)🔱激勵(li)和接(jie)收超(chao)聲波(bo)信号(hao)的,發(fa)射端(duan)的延(yan)遲法(fa)則控(kong)制聲(sheng)場的(de)偏轉(zhuan)和聚(ju)焦👨❤️👨畢(bi)l,該檢(jian)測方(fang)法廣(guang)泛應(ying)用于(yu)焊縫(feng)的檢(jian)測✨,常(chang)見的(de)掃查(cha)方式(shi)是将(jiang)扇形(xing)角度(du)範圍(wei)覆蓋(gai)焊接(jie)接頭(tou)的💚檢(jian)測區(qu)域,其(qi)檢測(ce)示意(yi)見圖(tu)3.
1.3全聚(ju)焦相(xiang)控陣(zhen)超聲(sheng)檢測(ce)
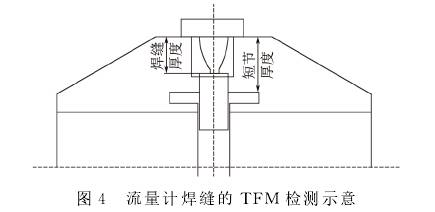
TFM方法(fa)以全(quan)矩陣(zhen)數據(ju)爲基(ji)礎,多(duo)陣元(yuan)相控(kong)陣探(tan)頭依(yi)💋次激(ji)勵每(mei)一🌂個(ge)晶片(pian),激發(fa)球形(xing)波入(ru)射至(zhi)材料(liao)中,每(mei)一次(ci)發射(she)後,材(cai)⭐料中(zhong)不連(lian)續的(de)反射(she)回波(bo)将同(tong)時被(bei)所有(you)晶片(pian)接收(shou),将檢(jian)測信(xin)号通(tong)過後(hou)處理(li)聚焦(jiao)于檢(jian)🈲測區(qu)域中(zhong)的每(mei)一個(ge)🔴點上(shang),利用(yong)檢測(ce)區域(yu)中每(mei)一個(ge)點的(de)幅值(zhi)信息(xi)重構(gou)出二(er)維圖(tu)像,可(ke)獲得(de)高分(fen)辨率(lü)🈲成像(xiang).效果(guo),實👌現(xian)缺陷(xian)的準(zhun)确定(ding)位及(ji)定量(liang)分析(xi)。流量(liang)計的(de)焊縫(feng)TFM檢測(ce)示✍️意(yi)如圖(tu)4所示(shi),其能(neng)一次(ci)完成(cheng)焊縫(feng)🔱區域(yu)的厚(hou)度測(ce)量和(he)🐉缺陷(xian)檢測(ce)341
2缺陷(xian)的模(mo)拟仿(pang)真
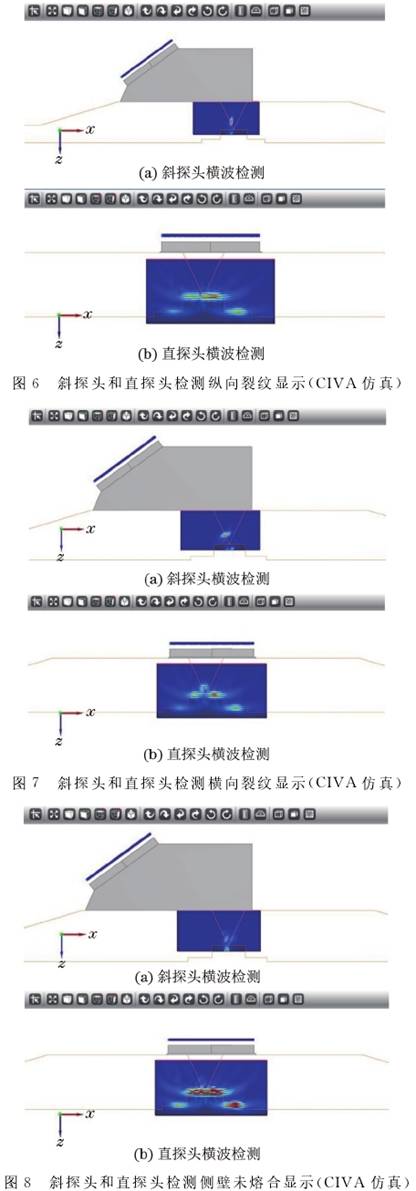
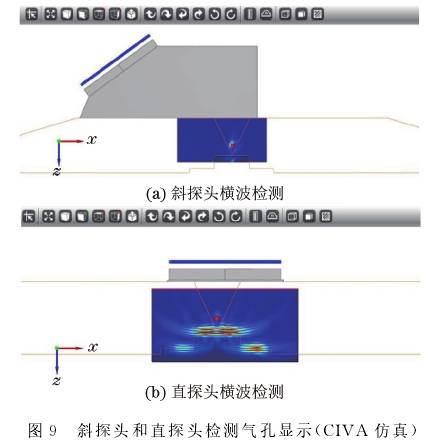
流(liu)量計(ji)殼體(ti)焊縫(feng)的缺(que)陷主(zhu)要位(wei)于焊(han)縫根(gen)部,缺(que)陷形(xing)式一(yi)般爲(wei)💃🏻未焊(han)透、側(ce)壁未(wei)熔合(he)、裂紋(wen)、夾渣(zha)和氣(qi)孔等(deng)畢,采(cai)用CIVA仿(pang)真㊙️軟(ruan)件對(dui)流量(liang)計殼(ke)體焊(han)縫根(gen)部中(zhong)的常(chang)見缺(que)陷進(jin)行全(quan)聚焦(jiao)相控(kong)陣超(chao)聲檢(jian)測,結(jie)果如(ru)圖5~9所(suo)示
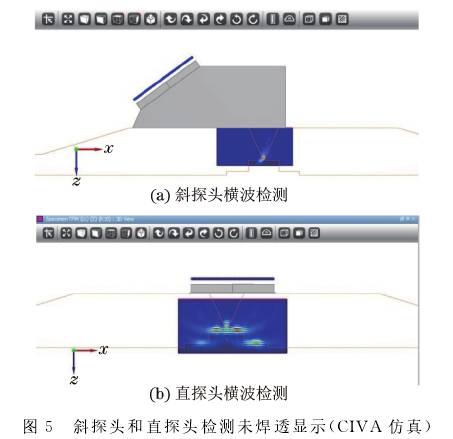
經(jing)過上(shang)述缺(que)陷仿(pang)真結(jie)果的(de)對比(bi)可知(zhi),斜探(tan)頭相(xiang).控陣(zhen)超聲(sheng)檢測(ce)效果(guo)好于(yu)直探(tan)頭的(de),尤其(qi)是在(zai)面狀(zhuang)缺❗陷(xian)的顯(xian)示方(fang)面🥰。
3檢(jian)測數(shu)據分(fen)析
3.1TOFD檢(jian)測結(jie)構顯(xian)示
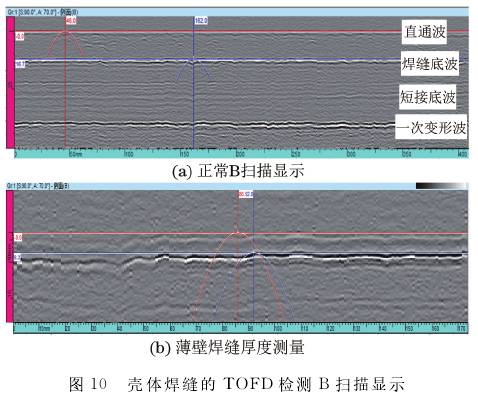
TOFD檢(jian)測流(liu)量計(ji)殼體(ti)焊縫(feng)具有(you)優勢(shi),能有(you)效地(di)發現(xian)焊縫(feng)中的(de)裂紋(wen)等缺(que)陷,此(ci)法的(de)正常(chang)B掃描(miao)顯示(shi)具有(you)特點(dian),能🛀明(ming)顯顯(xian)示焊(han)縫的(de)底波(bo),能準(zhun)确測(ce)量焊(han)縫的(de)厚🌏度(du),在焊(han)縫厚(hou)度較(jiao)小(如(ru)低于(yu)标💜準(zhun)規定(ding)的12mm)時(shi),焊縫(feng)底🈲波(bo)也明(ming)顯存(cun)在,但(dan)不💰能(neng)用于(yu)缺陷(xian)的檢(jian)測,TOFD檢(jian)測B掃(sao)描顯(xian)示如(ru)圖10所(suo)示
3.2TOFD檢(jian)測缺(que)陷顯(xian)示
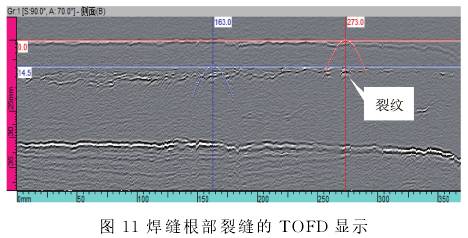
焊(han)縫根(gen)部裂(lie)縫的(de)TOFD顯示(shi)如圖(tu)11所示(shi),可見(jian)隻有(you)裂紋(wen)的上(shang)😘端點(dian)顯示(shi),沒有(you)下端(duan)點顯(xian)示,焊(han)接接(jie)頭部(bu)位底(di)波受(shou)到影(ying)響
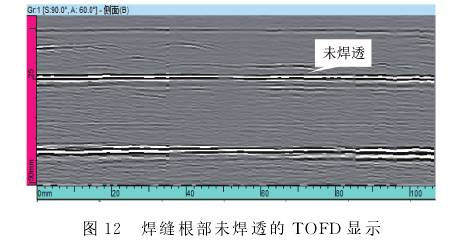
焊(han)縫根(gen)部未(wei)焊透(tou)的TOFD顯(xian)示如(ru)圖12所(suo)示,上(shang)端點(dian)出現(xian)較直(zhi)或圓(yuan)弧狀(zhuang)斷續(xu)信号(hao)顯示(shi),焊接(jie)接頭(tou)部位(wei)底波(bo)受到(dao)影響(xiang)。
3.3相控(kong)陣檢(jian)測結(jie)構顯(xian)示
相(xiang)控陣(zhen)超聲(sheng)檢測(ce)掃查(cha)方式(shi)是前(qian)後移(yi)動結(jie)合左(zuo)右移(yi)動,以(yi)🈲底🧡部(bu)凹槽(cao)端角(jiao)回波(bo)結構(gou)波顯(xian)示開(kai)始爲(wei)準,移(yi)動探(tan)頭直(zhi)到其(qi)顯示(shi)消失(shi)爲止(zhi),探頭(tou)移動(dong)到不(bu)同位(wei)置時(shi)的顯(xian)示如(ru)圖13所(suo)示,重(zhong)點觀(guan)察A掃(sao)顯示(shi)和S扇(shan)形顯(xian)示的(de)變化(hua)

3.4相控(kong)陣檢(jian)測缺(que)陷顯(xian)示
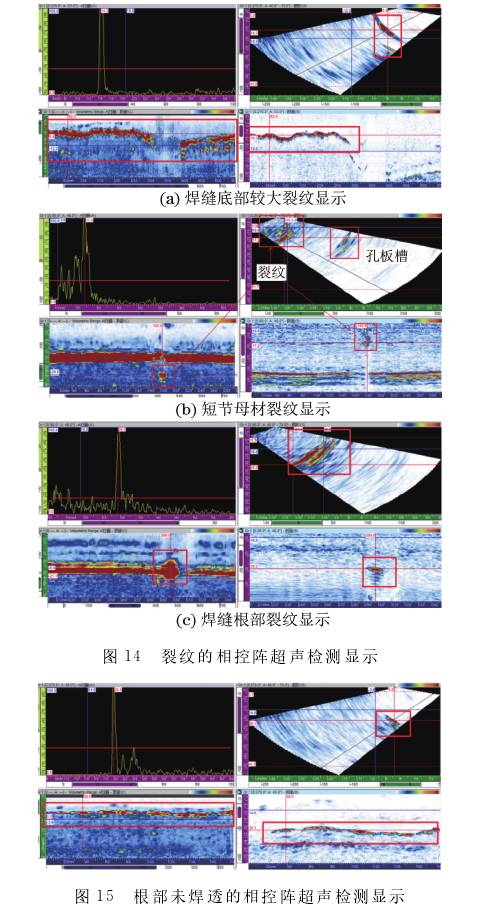
相(xiang)控陣(zhen)檢測(ce)焊縫(feng)内部(bu)及根(gen)部上(shang)的裂(lie)紋顯(xian)示如(ru)圖14所(suo)示,S形(xing)扇掃(sao)從40°~70°角(jiao)度範(fan)圍均(jun)有不(bu)同程(cheng)度的(de)顯示(shi)。
相控(kong)陣超(chao)聲檢(jian)測殼(ke)體焊(han)縫根(gen)部未(wei)焊透(tou)的顯(xian)示如(ru)圖15所(suo)示,S形(xing)扇掃(sao)45°角度(du)左右(you)時端(duan)角反(fan)射較(jiao)強,C掃(sao)描長(zhang)度顯(xian)示連(lian)🔴續或(huo)斷續(xu),當深(shen)度顯(xian)示值(zhi)低于(yu)要求(qiu)的焊(han)縫厚(hou)度👉時(shi)就是(shi)未焊(han)透。相(xiang)控陣(zhen)超聲(sheng)檢測(ce)判定(ding)這種(zhong)🈲流量(liang)計殼(ke)👣體焊(han)縫根(gen)部未(wei)焊透(tou)缺陷(xian)有一(yi)定的(de)難度(du),容易(yi)與墊(nian)闆焊(han)縫根(gen)部間(jian)♈隙産(chan)生的(de)反射(she)回波(bo)相混(hun)💞而引(yin)起錯(cuo)判,無(wu)未焊(han)透時(shi)一般(ban)沒有(you)信号(hao),一旦(dan)♊産生(sheng)信号(hao)需要(yao)進一(yi)步分(fen)析。
4結(jie)語
在(zai)用的(de)焊接(jie)孔闆(pan)流量(liang)計殼(ke)體接(jie)頭的(de)焊縫(feng)焊接(jie)部位(wei)厚度(du)滿⛷️足(zu)♈标準(zhun)要求(qiu)的情(qing)況下(xia),首選(xuan)TOFD檢測(ce)方法(fa)較好(hao),檢測(ce)效率(lü)高,能(neng)一次(ci)完成(cheng)焊縫(feng)缺陷(xian)檢測(ce)和焊(han).縫厚(hou)度測(ce)量。通(tong)過實(shi)踐應(ying)用,認(ren)爲👌相(xiang)控陣(zhen)超聲(sheng)或常(chang)規超(chao)聲檢(jian)測👣方(fang)法的(de)選用(yong)也是(shi)可靠(kao)的檢(jian)測技(ji)術,但(dan)需㊙️要(yao)磨平(ping)去除(chu)焊縫(feng)餘高(gao),才能(neng)保證(zheng)探頭(tou)位置(zhi)的移(yi)動以(yi).覆蓋(gai)整個(ge)⛹🏻♀️焊縫(feng)截面(mian),若将(jiang)各種(zhong)超聲(sheng)方法(fa)組合(he)起來(lai)使用(yong),将獲(huo)得更(geng)加全(quan)面的(de)焊縫(feng)檢測(ce)數據(ju)。通過(guo)模💋拟(ni)🌐仿真(zhen)檢測(ce)流量(liang)計殼(ke)體焊(han)縫缺(que)陷的(de)顯示(shi)結果(guo)進行(hang)分析(xi),并對(dui)結構(gou)進行(hang)分析(xi)比較(jiao),建立(li)起相(xiang)關📧圖(tu)譜,能(neng)準确(que)地判(pan)斷出(chu)缺陷(xian)性質(zhi)。
以上(shang)内容(rong)源于(yu)網絡(luo),如有(you)侵權(quan)聯系(xi)即删(shan)除!